
熔接线颜色深
注塑产品缺陷
01
缺陷定义
熔接线有较深的颜色是指在成品表面结合线附近,在过慢或过快的流动波前有较深的颜色,大多发生在光亮或深色等成品(如白、蓝、绿等颜色)上。
熔接线颜色较深,属于轻微外观缺陷。如果客户开发的是高端产品,那么这种缺陷是不可接受的。如果是普通类型的产品,可以与客户进行协商确定验收标准和验收限度样板。
02
缺陷图片
1

2
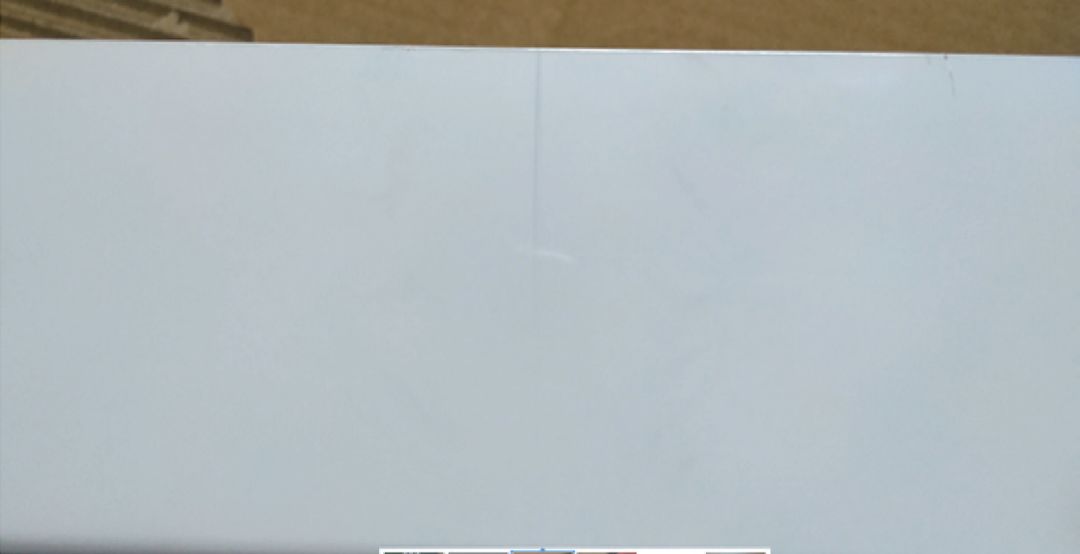
▲ 图1 熔接线颜色深的缺陷图片
03
原因分析思路
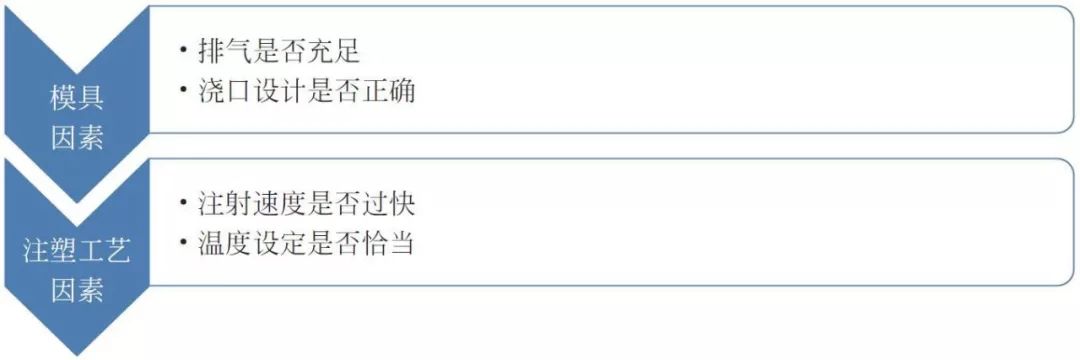
熔接线有较深的颜色与塑料材料有关系,但是不可能因为这种影响而建议客户更换材料,这是客户难以接受的。所以重点从模具结构和注塑成型工艺方面进行改善。

▲ 图2 原因分析
▲ 图3 分析流程
熔接线有较深的颜色的主要原因是材料分解。材料分解主要是因为高速注射时,模具型腔内的气体温度升高,从而造成流动前端的塑料材料分解或碳化。所以重点是如何降低注射速度和排气。
04
原因分类
模具
1 排气不畅造成氧化而降解。
2 浇口位置设计不正确。
注塑工艺
1 结合线附近不适当的流动导致色料分离。
2 塑料过热导致结合线附近脱色。
3 注射速度太快,气体未及时排出,烧黑造成的。
05
解决方案
模具
1 改善排气设计,必要时改变结合线形成位置。
2 改变浇口位置,使结合线位置产生变化,移动到可接受的范围内。
注塑工艺
1 调整注射速度从而改变波前速度。
2 降低材料温度。
3 降低注射速度。














